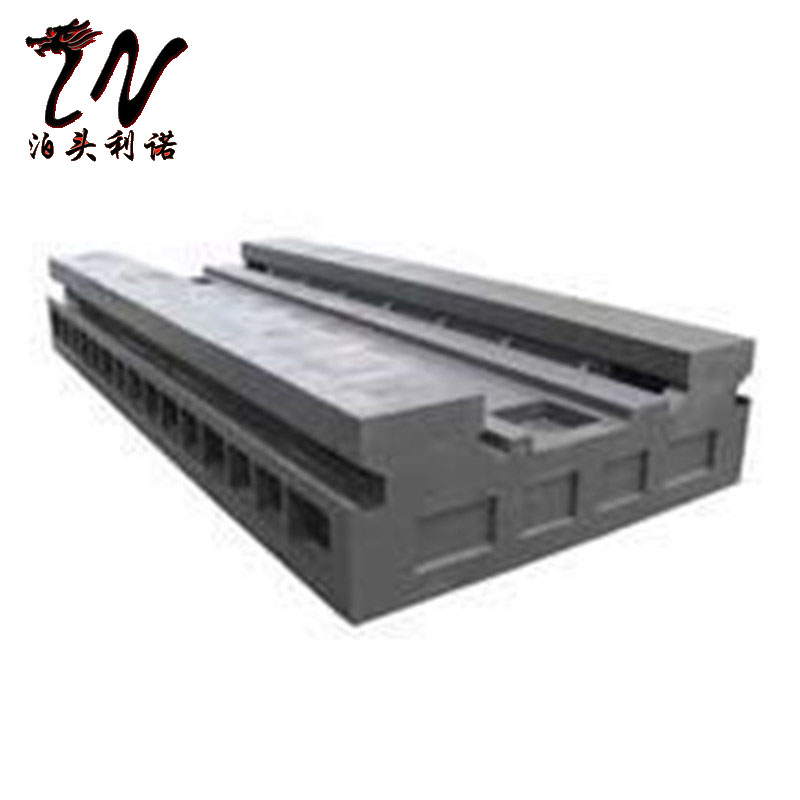




一、设备定义
橡胶注胶机为全自动精密橡胶注射成型设备,集塑化、高压注射、模内硫化一体,配备 PLC 智能控制系统与分段温控,分立式、卧式、真空多款机型。设备自动化程度高,生产效率快,制品尺寸精准无气泡,适配汽车密封、电子硅胶、医疗橡胶等各类复杂橡胶件批量生产,大幅节省原料与人工成本,是高精度橡胶制品成型主流设备。注
胶机
二、核心结构
整机由四大核心单元组成:
1. 注射塑化单元:料斗、螺杆、加热料筒、注射油缸,负责胶料加热软化、均匀塑化、定量高压注射;
2. 锁模合模单元:四柱 / 立式机架、模板、锁模油缸,锁紧模具防止注射溢料;
3. 温控系统:分段控温,料筒低温预塑、模具高温硫化,控温精度稳定;
4. 电控液压系统:PLC 触摸屏 + 伺服 / 液压驱动,一键设定注射压力、速度、硫化时间、抽真空等全套工艺参数。
三、橡胶注胶机完整标准工作流程
一、准备阶段
1. 操作人员将混炼完成的橡胶胶条 / 胶块投入设备料斗;
2. 在触摸屏设置工艺参数:塑化温度、注射压力、注射速度、硫化时间、锁模力、抽真空时长;
3. 模具安装紧固,启动设备预热料筒与模具,达到设定恒温。
二、塑化储料
螺杆旋转,对胶料进行剪切、加热软化,胶料熔融后推送至料筒前端储料腔; 螺杆随胶料堆积向后退让,达到预设储料量后,螺杆停止转动,完成储料。
三、合模锁模
锁模油缸推动动模板前移,模具贴合; 高压锁模,锁紧模具,防止注射时胶料胀模溢边;带真空机型同步封闭模腔。
四、抽真空
真空阀开启,抽走模具型腔内部空气,避免成品产生气泡、缺料、分层缺陷。
五、高压注射
注射油缸推动螺杆向前,熔融胶料在高压下经流道、浇口快速填满模具全部型腔; 系统保压一段时间,补缩胶料,防止冷却收缩出现缺料凹陷。
六、模内硫化
模具持续恒温加热,胶料在密闭模腔内发生交联硫化反应,定型成型。 硫化时长根据胶料材质、产品厚度自动计时。
七、开模顶出
硫化计时结束,液压系统泄压,动模板后退打开模具; 顶出油缸伸出,将成型后的橡胶制品从模具内顶出。
八、取件复位
人工或机械手取下成品,清理模具多余飞边; 设备各机构复位,自动进入下一轮储料循环,持续批量生产。